
Третий по счёту цанговый патрон для Универсала-3.
Если вспомнить причины, по которым мне приходилось делать первые два патрона, то можно сделать вывод, что эта оснастка делалась от безысходности и под конкретные задачи. Ни первый ни второй патроны не являются универсальными уже хотя бы по тому, что к ним я не имею наборов цанг для зажима инструментов и заготовок разного диаметра.
После приобретения цангового патрона (с набором цанг 3мм - 25 мм) к настольному фрезерному станочку появилась возможность (и возникло желание) сделать более универсальный цанговый патрон и для токарного станочка, способный работать с имеющимся набором цанг.
Помимо самих цанг оказалось можно воспользоваться, по крайней мере на первое время, и гайкой покупного фрезерного патрона. Это значит, что остаётся сделать только корпус токарного цангового патрона.
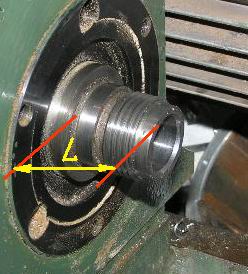
Для этого я подобрал подходящий по диаметру кусок стального кругляка высотой приблизительно равной высоте цанг плюс вылет шпинделя токарного станка L .

Заготовку зажимаем в обратных кулачках трёхкулачкового токарного патрона, обтачиваем, торцуем её, сверлим отверстие, растачиваем его и нарезаем в нём резьбу М27х2. Все необходимые размеры либо снимаем с самого шпинделя, либо берём их с чертежа шпинделя , который приведён в пользвательской инструкции к станку.
Далее - снимаем заготовку с токарного патрона, снимаем патрон со шпинделя и наворачиваем заготовку на шпиндель.

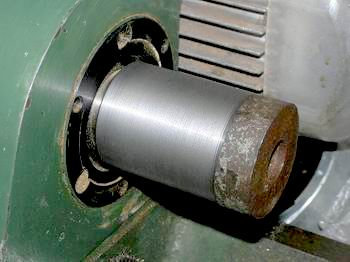
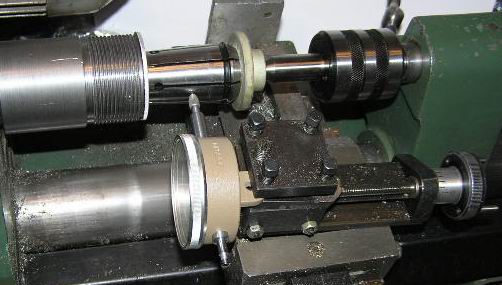
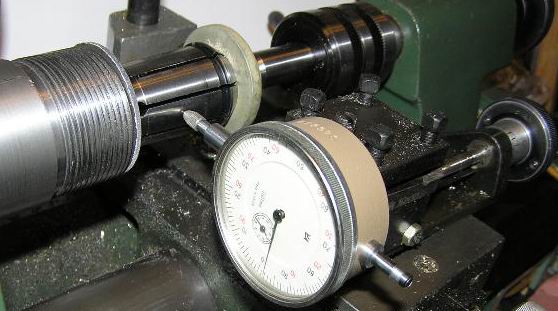
Проводим обточку конца заготовки под нарезание требуемой резьбы для наворачивания зажимной гайки и нарезаем эту резьбу резьбовым резцом. После этого аккуратно торцуем заготовку и готовимся к расточке внутреннего отверстия под цангу. Для этого снимаем с супорта неподвижную резцедержку и устанавливаем подвижную. После этого возникает необходимость развернуть подвижную резцедержку на нужный угол, т.е. настроить станок на растачивание конического отверстия. Если рассмотреть стандарт на мои цанги, то выясняется что требуемый угол на пару минут меньше чем три градуса. Разумеется, что обеспечить такую точность конусности имеющимися на стандартной оснастке станка шкалами не возможно, по этому приходится выставлять угол с помощью некоторых ухищрений. У меня в распоряжении есть стрелочный индикатор часового типа. Я закрепил индикатор в подвижной резцедержке и установил цангу на торцевую поверхность заготовки, подперев её справа (чтобы не упала) центром. Затем постепенно добился такого угла резцедержки, при котором показания индикатора остаются постоянными при перемещении резцедержателя с индикатором вдоль всей конической поверхности цанги.
Ниже приведены снимки иллюстрирующие этот метод с различных точек.

Теперь надёжно фиксируем положение подвижной резцедержки соответствующим винтом, снимаем с неё индикатор, убираем цангу, устанавливаем в резцедержатель расточной резец и растачиваем внутреннюю коническую поверхность в заготовке до необходимого погружения цанги в получившийся патрон.
Остаётся профрезеровать пару небольших пазов на боковой поверхности патрона для ключа, чтобы облегчить зажим цанги гайкой и раскручивание патрона, а так же чтобы облегчить снятие патрона со шпинделя станка. Получился вот такой приборчик, который как оказалось, может удобно храниться в футляре от ватных палочек.



В работе патрон выглядит так:

© tsn .